孔板波纹填料生产组装过程
更新日期:2021-05-30 点击量:
按照盘高要求选用必定宽度的定型钢带,钢带长度可根据冲(滚)波的模具不同而不同。先将钢带进行打孔、压纹、滚纹等工序加工,然后组装成型。
孔板波纹填料的组装与丝网波纹填料的组成类似,具体生产组装过程如下。
1、打孔
为了使孔板波纹填料有杰出的液体散布效果及气液触摸,在孔板波纹填料片上打有直径4~5mm的小孔,孔间隔一般为13mm。通常在加工中采用冲孔,要求加工后孔边缘无毛刺,孔间隔契合规划要求。
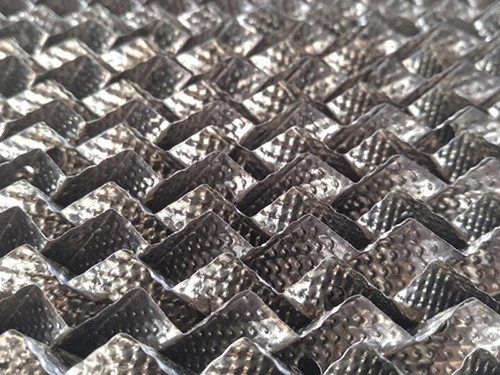
2、压波纹
冲孔后的钢带先压斑纹。材料的表面具有必定的斑纹,可以添加表面潮湿才能,液体能在表面形成杰出的膜状。然后再按规划要求的波峰高及波距挑选适合的模具,压成波纹。波纹与轴线方向成30o或45o倾斜角。
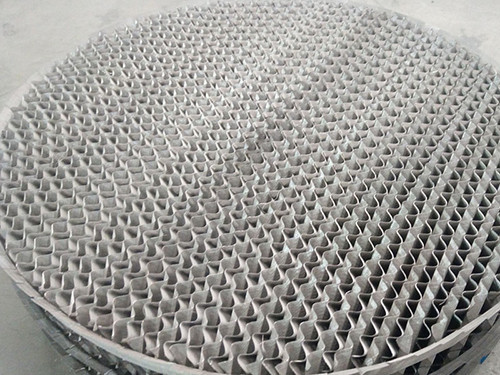
3、组装
关于小直径的塔,塔盘组装按照丝网填料相同的方法组装成整盘。成盘后的填料在圆周方向上用钢带扎紧,然后点焊。
关于大直径的塔(直径超过1.5m)或无法兰结构的塔器,不可能组装成整盘,需要分块组装。分块的原则是使填料分装块能从塔的人孔中送入装置,分装块的宽度要小于入孔尺寸。先要将大直径塔填料盘分红若干块,按照波峰高度核算每一分块的片数,按照圆周的弧度核算每一片的长度。将相邻两片的波纹倾角按90o交叉组装到必定的宽度,然后将分块的填料正反两面点焊或捆扎,使其固定成块。为了使填料不变形,一起便于运送,可将角钢焊成固定分块的填料。关于一个塔盘的若干分块别离组装,然后进行编号,以防止在塔内组装中呈现过错。
上一篇:波纹填料标准 下一篇:波纹填料的机构分类特点?



相关新闻
- 2025-03-11不锈钢丝网除沫器标准的详细介绍
- 2024-08-05PP丝网除沫器特点
- 2024-08-05什么是气液过滤网?
